
- 供应
- 求购
- 公司
冷拉异型钢管的优点:
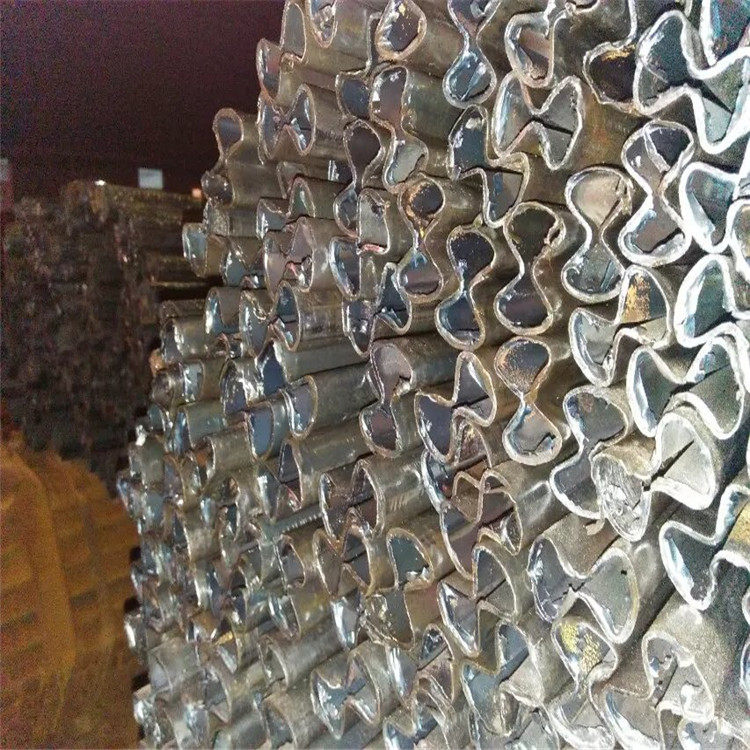
1.形状规格多样性通过设计不同形状的模具,冷拉出不同截面形状、版不同规格公差的冷拉异权型钢。角度可设计成直角或圆角。
2.高度使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。
3.表面光滑 的冷挤压工艺使得冷拉钢产品表面光滑明亮。
4.材料大量节省冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为着.
5.时间及机械节省由于精度准确,表面状况良好,冷拉异型钢产品可直接使用,如喷涂、打砂、打弯、钻孔,异型钢管也可按实际要求精拉之后直接电镀,免去了大量机时间及节省配置机械的费用。
异型钢管在整个过程中是要焊接的,焊接的方式 和方法大家都理应会了吧,事实上在焊接的整个过程中是比较重要的,要注意控制熟度和温度,倘若温度和状况不佳得话便会很容易的连接失败的,倘若是熟度非常大的话便会很容易地缺失作用,异型钢管这样的话也会缺少作用的。在这其中焊接的整个过程中有一个比较重要的因素就是焊接的焊接,只有焊接的推托都赶到一定的水准的状况下能可以进行焊接,别的的状况下是不能进行焊接的。
焊接是重要便于焊接铸铁件,保证焊接度,一般情况下需要机械方法生产出的型面,要求不高时还能够氧割(倘若是一类焊接,需超声探伤仪的,则仅有用机械方法),但需氧化渣,根据务必,有K型焊接,V型焊接,U型焊接等,但大部分要求储存一定的钝边。
焊接焊建筑施工前在焊接建筑钢材顶部伤口造成焊接。焊接面应稳定,伤口边缘不能有裂缝、钝边和缺棱。焊接立焊时,焊接角度宜为55°~65°;焊接仰焊时,焊接角度宜为40°~55°,在这其中,下建筑钢材宜为0°~10°,上建筑钢材宜为35°~45°。建筑钢材根部间隙,焊接立焊时需为4~6毫米:仰焊时,宜为3~5毫米。其很大间隙均不宜超过11mm。钢保护层垫块厚薄宜为4~6毫米,长度宜为40~60mm。焊接立焊时,保护层垫块总宽该是钢筋型号加11mm,仰焊时,保护层垫块总宽宜等同于钢筋型号。
异型钢管的市场走势现如今是比较好的,销市场的要求全是处于一个上升的阶段,随着着规定的持续进行扩大中,有期待会保证一个动态的平衡,厂家还是要抓住机遇比较好,尽管生产过剩领域较为严重,但是厂家还是有机会进行盈利的!

异型管为什么被广为使用。
1 :该管材重要的优点就是具贿较厚的细密纯锌层覆盖在钢铁表面上,它可以防止基体与任何腐蚀溶液的接触,避免受到腐蚀导致管材报废。
2 :具有合银,连接细密,即使是在海洋性盐雾的大气中以及工业性大气中也能体现出的腐蚀能力。
3 :因为合金层具有很好的延展性,合层与基体附着结实,因而在工件进行冷冲。轧制、曲折等各种成型中不受损。
4 :钢结构件热镀锌后,相当于进行了- -次退火,能有效的基体的机械功能,有利于在车削时的。

黄冈薄壁八字管按磷化方法分:化学磷化、电化学磷化。按磷化膜质量分:重量级(膜重7.5g/㎡以上)、次重量级(膜重4.6-7.5g/㎡)、轻量级(膜重1.1-4.5g/㎡)和次轻量级(膜重.2-1g/㎡)。按施工方法分:浸渍磷化、喷淋磷化和刷涂磷化。磷化作用及用途涂装前磷化的作用:增强涂装膜层(如涂料涂层)与工件间结合力;提高涂装后工件表面涂层的耐蚀性;提高装饰性。非涂装磷化的作用:提高工件的耐磨性,令工件在机过程中具有润滑性;经适当的后,可提高工件的耐磨性。
